
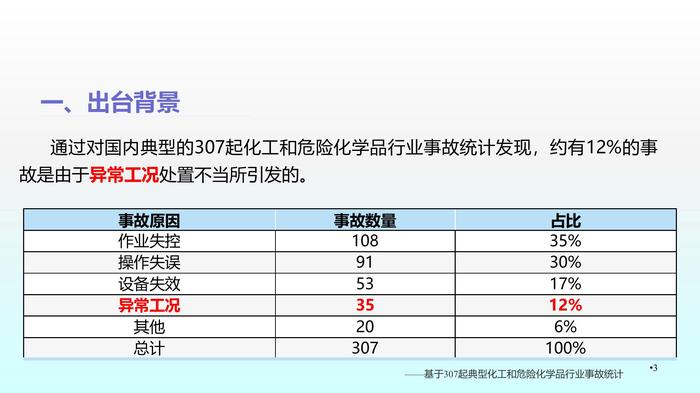
1《化工企业生产过程异常工况 安全处置准则(试行)》解读2024年5月10日一出台背景主要内容及要点目 录2二能源化工大数据平台-能化人必备 行业首创,不办会员也可扫码下载。 ※100万+标准规范,国标/行标/ASME/ASTM/国际标准全都有。 ※10万+HSE资料,全网最全,安全标准化/隐患排查/双控/法律法规。 ※10万+化工论文/电力论文/安全论文/环保论文。 ※10万+行业分析报告/图集/规范。 ※10万+行业书籍/教材。更多资料,登录www.cnmhg.com VIP会员尊贵权限 # 100万+标准规范随意下。 # 10万+HSE资料随意下 # 10万+化工论文/电力论文/安全论文/环保论文随意下。 # 10万+行业分析报告/图集/规范随意下。 # 10万+行业书籍/教材随意下。 #更有VIP会员合集专享。关注公众号,随时掌握行业动态加小编微信,进群天天享免费资料。4通过对国内典型的307起化工和危险化学品行业事故统计发现,约有12%的事故是由于异常工况处置不当所引发的。一、出台背景——基于307起典型化工和危险化学品行业事故统计52023年全国化工行业事故分析结果显示,因异常工况处置不当所导致的事故数量和严重程度尤为突出,11起重大和较大事故中有5起均与异常工况处置相关,其中3起重大事故均发生在异常工况处置期间。一、出台背景2023年全国化工行业较大以上事故62024年5月3日,四川省自贡市富顺经济技术开发区某精细化工企业五氟碘乙烷合成反应釜发生爆炸事故,导致3人死亡。事发经过:5月2日晚,位于企业二期装置车间F1工序五氟碘乙烷合成反应釜在投料后发现机封内漏、反应不佳等问题,2日晚班和3日白班人员对相关设备进行检修。重新开车有关人员违反操作规程,采取蒸汽加热、过量添加催化剂(三氟化锑粉末)等方式试图恢复正常反应。3日13时18分,当班副班长和另外两名操作工在现场操作过程中,反应釜发生爆炸,导致一人当场死亡,两人送医抢救无效死亡。一、出台背景7为深入贯彻习近平总书记关于安全生产工作的重要指示精神,深刻吸取事故教训,国务院安全生产委员会在2024年工作要点中明确要求加强化工企业异常工况处置安全风险防控,防止和减少由于处置不当造成的安全生产事故。 鉴于此,应急管理部充分吸取典型事故教训并借鉴部分中央企业经验做法,组织相关科研院所、行业协会、有关企业专家编制了《化工企业生产过程异常工况安全处置准则(试行)》。一、出台背景8二、主要内容及要点——1文件的主要架构9二、主要内容及要点——2 适用范围基于307起典型化工和危险化学品行业事故中35起与异常工况相关的原因分析和统计。本准则适用于化工企业生产运行阶段的装置开停车、非计划检维修、操作参数异常、非正常操作或设备设施故障及其他存在能量意外释放风险的情况。10二、主要内容及要点——2 适用范围113.1企业应在日常工作中,对照异常工况情形,进行风险评估,建立或明确紧急处置程序,开展培训和演练。 3.2紧急处置程序应至少包括:处置步骤、安全措施、停车条件。①出现异常工况往往无法给操作人员足够的时间去分析、判断风险,需要立即应对,若应对不及时或应对错误极易发生恶性事故; ②需要企业对每个生产装置和设施可能存在的异常工况情形进行预先辨识和风险评估,基于风险评估结果明确异常工况的紧急处置程序,从而对操作员工开展培训、训练,以提升异常工况紧急处置的能力。二、主要内容及要点——3 基本要求12停电 晃电 DCS系统故障 仪表风中断 蒸汽中断 氮气中断 冷却水中断 ………化工装置通用的异常工况重要机泵停运 重要压缩机停运 重要联锁启动 重要参数波动 设备管线发生泄漏 管线设备堵塞 重要阀门故障 ……… 化工装置特有的异常工况二、主要内容及要点——3 基本要求化工装置典型 的异常工况情形 列举13二、主要内容及要点——3 基本要求风险评估结果 处置总原则 事故退守状态 装置停电 瞬时停电(晃电) 大面积停电 停仪表风 停循环水 停蒸汽(0.5、10MPa) 停脱盐水 煤浆中断 氧气中断 DCS故障 丙烯压缩机故障异常工况处置程序处置总原则 1)首先确保职工的人身安全;其次是设备安全;再次是生产的及时恢复。 2) 一旦事故发生,要根据事故主要现象、事故发生前相关设备所处的状况、相关操作参数变化情况及相关的操作调节,正确判断事故发生的原因,迅速处理,同时及时汇报调度协调处理,避免事故扩大。 3) 出现火灾时,应正确判断情况,采取有效措施,并立即报告消防队,组织抢救,避免火势扩大。 4) 事故发生后,听从班长统一指挥,按事故处理方案积极处理。 5) 事故处理中的注意事项: a) 防止着火爆炸、超温超压; b) 防止泄漏中毒; c) 防止高压窜低压; d) 根据实际情况,确定气化炉是否立即停炉; e) 事故处理中,尽可能为恢复正常生产创造条件。14二、主要内容及要点——3 基本要求风险评估结果 处置总原则 事故退守状态 装置停电 瞬时停电(晃电) 大面积停电 停仪表风 停循环水 停蒸汽(0.5、10MPa) 停脱盐水 煤浆中断 氧气中断 DCS故障 丙烯压缩机故障异常工况处置程序1退守状态 退守状态0:维持正常运行。 退守状态1:耐硫变换系统保压,低温甲醇洗系统维持甲醇循环、PSA系统空运。 退守状态2:低温甲醇洗系统停甲醇循环,净化单元泄压置换。 2退守状态步骤 退守状态0→退守状态1 [N/B]-- 向调度汇报,说明事故原因。 [N]-- 低温甲醇洗单元做好停止向PSA输送粗氢的准备。 [N/W]-- 逐渐关闭工业氢出装置界区阀PV1704A,工业氢改在PV1704B保压放空(保压放空指通过放空阀放空并控稳系统压力;下同),停止向丁辛醇供氢。 [N]-- 逐渐关闭粗氢气入PSA界区阀HV16074,粗氢改至PV16099保压放空。 [N/W]-- 若PSA发生氢气泄漏、着火等事故,利用PV1704B将本单元压力降至微正压,在PSA入口界区充低压氮气置换,气体经PV1704B排至火炬。 [N] --耐硫变换作好停止向低温甲醇洗输送原料气的准备,做好停止向丁辛醇输送净化合成气的准备。 [N]-- 逐渐关闭低温甲醇洗至丁辛醇合成气界区阀HV16076,合成气改在PV16094保压放空。 [N/W]--切断变换气:逐渐关闭低温甲醇洗单元变换气界区阀HV16073、 PV1508B,变换气改至705保压放空。 …………15二、主要内容及要点——3 基本要求风险评估结果 处置总原则 事故退守状态 装置停电 瞬时停电(晃电) 大面积停电 停仪表风 停循环水 停蒸汽(0.5、10MPa) 停脱盐水 煤浆中断 氧气中断 DCS故障 丙烯压缩机故障异常工况处置程序瞬时停电(晃电) 1 事故主要原因 电网波动 2事故主要现象 (N/W)--照明闪烁; (N/W)--部分机泵、搅拌器停运; (N)--DCS机泵运行指示跳出报警。 3事故处理主要步骤 [B]--立即向调度、车间值班汇报,并组织岗位力量进行事故处理; (B)--若煤浆给料泵停运,应及时检查是否触发气化炉联锁停车; [B]--若已触发气化炉联锁停车,按气化炉联锁停车操作处理; [B]--若已触发气化炉联锁停车,净化单元按事故退守状态1处理,若时间较长则按净化 单元事故退守状态2处理; [B]--若停电时未触发气化炉联锁停车,则按如下步骤处理: [N]--通过机泵报警画面及工艺参数变化判断哪些机泵停运,立即通知外操; [W]--若下列泵停运: 1)烧嘴冷却水泵: 需立即检查其备用泵是否自启动,否则立即现场手动启动备用泵,并对原停运泵试运正常后投自动; ……163.3 紧急处置时,企业未开展评估和进行审批,不得摘除或旁路联锁以强制维持设备或装置运行。本条主要为了防止企业出现异常工况后,为了装置不停车而强行摘除或旁路联锁导致事故发生。 相关案例可参考: 2017年山东日科化学干燥一车间低温等离子环保除味设备12·19火灾事故。二、主要内容及要点——3 基本要求17事故经过和原因: 2#燃气热风炉在调试过程中多次出现点火不成功及熄火现象,而且系统设置一旦出现点火不成功或者熄火现象,燃气热风炉会自动进入自检循环模式(5分钟/次, 大约时间为25分钟左右)。操作人员为节省点炉时间,绕过自动联锁对燃气热风炉进行手动点火,但未成功,导致天然气串入干燥系统,天然气与空气的混合气体顺气流经过旋风除尘和布袋除尘器到达低温等离子环保除味设备,天然气与空气的混合气体遇到等离子设备电火花发生爆燃。18本条规定是指应该赋予岗位人员在异常工况下具备实施装置紧急停车和人员撤离的权利,成为企业能落实“及时退守到安全状态 ”这一原则的基础。同时,企业还应考虑如何让员工敢于真正去行使这样的权利,因此需满足以下两个条件: ①企业应制定异常工况的紧急处置程序; ②制定的紧急处置程序中应明确装置必须紧急停车的量化条件。 结合本文件的3.2条规定异常工况的紧急处置程序必须包括停车条件。3.4 企业应建立完善岗位人员紧急停车、人员撤离等授权机制。二、主要内容及要点——3 基本要求193.5装置联锁触发后应及时查明原因,并逐一消除联锁触发条件,严禁强行复位。 3.6必须及时响应装置所有报警。可燃气体和有毒气体检测、火灾报警系统报警后,严禁不分析原因、不到现场确认随意消除报警。上述两条规定主要为了防止装置联锁触发或气体监测、火灾报警系统报警后,未查明原因,随意复位联锁或消除报警而引发事故。 相关案例可参考: ①2021年12月13日中石油某石化公司加氢装置进料流量低低联锁启动后,未确认现场条件而强行复位联锁,导致氢气倒串引发超压爆炸事故。 ②2018年河北张家口胜华氯乙烯泄漏爆炸事故,现场气体报警已报警,操作员工未确认便消除了报警。二、主要内容及要点——3 基本要求20本条主要为了防止企业以紧急处置为借口,对涉及到的动火、受限空间、设备或管线打开等特殊作业不办理作业票或简化相关的作业审批。在紧急处置过程中涉及到需要动火、受限空间、设备或管线打开时,企业应遵循处置原则中的第一个原则“及时退守到安全状态”,以留出足够的时间去落实作业前的所有安全措施并办理审批手续。3.7 动火、受限空间、设备或管线打开等作业,企业应按照规定办理作业审批。二、主要内容及要点——3 基本要求21该项原则是异常工况出现后操作团队第一时间应该考虑的原则,对于达到了退守条件或未预料到的异常情形应该首先退守到安全状态,以便于后续的安全处置。这三项原则多是针对需要通过现场作业消除异常工况产生原因时应遵循相关原则。当异常工况出现后,操作团队如果第一时间将装置退守到安全状态,就会给后续的作业活动预留足够的时间去分析风险、策划作业方案、实施能量隔离等。本原则强调化工装置是个系统工程,单套装置异常工况处置时应统筹考虑上下游及公用工程运行稳定,避免多头指挥、无序处置,同时规定处置完毕后应采取避免重蹈覆辙的管理、技术改进措施,并定期组织相关人员培训演练,提升企业管理水平。二、主要内容及要点——4 处置原则224.1 及时退守到安全状态 4.1.1条规定了五种必须退守到安全状态情形和安全退守的主要方式: (1)操作单元出现飞温、压力骤变、爆聚、沸溢、管线堵塞、介质互串、搅拌失效、设备剧烈振动等异常情况的。本条是基于装置若出现上述情形,在失控状态下可能会导致灾难性事故的发生而提出的。具体每一种情况的停车条件需要企业在异常工况处置程序中再进行细化和量化指标。 比如: ①飞温是指反应温度超过xx℃,或温升速率超过xx℃/s; ②压力骤变是指系统压力升高至xx MPa; ③……………234.1 及时退守到安全状态 (2)安全阀、爆破片等紧急泄压设施异常启动,原因不明、无法恢复正常的。 (3)关键设备故障、重要的公用工程(水电汽风)中断、仪表控制系统故障等,原因不明、无法恢复正常的。 第2项和第3项主要强调此类异常发生后,无法查明原因且无法恢复正常的,需要装置退守。 比如: ①长时间停电; ②冷却中断无法恢复; ③DCS系统长时间黑屏或紊乱;④ ………….244.1 及时退守到安全状态 (4)易燃易爆、高毒剧毒介质明显泄漏,存在失控风险的。本条主要为防止企业在易燃易爆或高毒剧毒介质明显泄漏后不是第一时间退守装置,而是通过带压封堵的手段想侥幸保持生产,比如盘锦浩业1·15爆炸事故。(5)发生地震、台风、强降雨等自然灾害,不能保证正常生产的。本条并不是指当地若有地震、台风、强降雨等自然灾害时装置就需要退守处理,而是当这些自然灾害导致装置出现了异常工况,再根据装置的异常工况的处置程序确定是否需要退守。254.1.1条规定的安全退守方式包括但不限于:全装置停车、局部停车、停止加热、紧急冷却、停止进料、终止反应、卸料泄压、单元隔离等。 需要注意的是: 安全退守的方式并不一定要全装置停车,而是根据不同的异常工况采用不同的退守方式; 如:①放热反应失控需要停止加热、投入紧急冷却、装置紧急泄压才能达到安全状态; ②管线泄漏需要单元隔离、卸料泄压才能降低泄漏量,避免灾难性事故发生。 在企业的异常工况处置程序中应针对不同情形的异常工况进行具体规定。4.1 及时退守到安全状态 264.1.2装置出现未预先研判出且无紧急处置程序的异常工况,应第一时间停车。本条可视为兜底条款,也就是出现了其他情形,但这类情形未预先研判出且无紧急处置程序的异常工况,也应第一时间停车。4.1 及时退守到安全状态 274.2 现场处置人员最少化4.2.1当现场情况不明时,在未进行安全风险评估且未采取安全防护措施的情况下,任何人不得进入现场。初步确定现场可进入后,最多2人佩戴必要的防护装备、报警仪及相关安全工具后进入现场进一步侦查情况。 ①当异常工况出现,现场情况不明,无法保证人员安全的情况下,禁止人员进入现场,尽量先通过DCS、联锁、消防系统等手段进行前期处置。 ②初步确定现场可进入后,最多2人的考虑是2人同行可互相提醒、照应,一旦有突发状况又可以互相救援。 相关案例可参考:2011年1月19日,中石油某石化公司催化装置爆炸事故,4名员工分两次两两进入泄漏现场确认泄漏源。284.2 现场处置人员最少化4.2.2处置过程中应严格管控现场人员,明确责任分工,按最少化原则控制现场作业人员数量。严禁与处置无关的人员进入作业区域。 4.2.3现场处置时,同一部位原则上不得进行交叉作业,同一装置区内一般应为2人,最多不得超过6人。①坚持人民至上、生命至上,强调处置过程中应严格管控现场人员,最大限度降低能量意外释放情况下的人员伤亡概率,主要吸取2023年5·1双氧水爆炸和9·7高压气体泄漏两起事故的教训; ②6人的考虑是基于一项作业6个人基本能满足要求。比如对于动火作业:双方监护(2人)+直接作业(2人)+协助(打磨、对口、搬运等2人);起重作业:双方监护(2人)+司机(1人)+司索(1人)+直接作业(2人)。294.2.4指挥人员应尽可能使用视频、无线电通讯等设备进行远程调度指挥。4.2 现场处置人员最少化主要规定指挥人员尽量不要进入作业的第一现场,而是通过相关视频和通信手段进行远程调度,该条也是吸取了鄂尔多斯亿鼎9·7高压气体泄漏事故的教训。304.2.5应采用视频监控、电子围栏、基于人员定位系统的人员聚集风险监测预警等信息化数字化技术,强化处置现场人员聚集风险管控。该条主要对企业应采用的信息化手段严格管控现场人员数量等方面进行了详细规定,企业应结合《基于人员定位系统的人员聚集风险监测预警功能建设应用指南(试行)》的相关要求落实。4.2 现场处置人员最少化314.3.1处置前应全面分析研判处置过程的安全风险,制定落实有效管控措施,严禁在风险不明或不可控的情况下盲目处置。4.3 全面辨识分析风险稳妥处置本条是这一原则的总体要求,主要强调现场处置应该遵循“基于风险” 的理念,而禁止采用基于“经验主义”和“侥幸心理”的相关判断和处置做法。324.3 全面辨识分析风险稳妥处置4.3.2处置管线、阀门等堵塞情况时,应根据堵塞物的特性、设备管线的设计条件、疏通介质的特性等综合考虑疏通方式,禁止蛮干。处置撞击敏感度高的堵塞物时,严禁外力敲击。该条规定主要吸取了浙江中蓝新能源材料公司8·15爆炸事故以及近年来多起涉及丁二烯装置处理丁二烯聚合物堵塞时发生爆炸事故的相关教训,如2021年中石化扬子石化1·12爆炸事故等。334.3.3 严格作业安全条件确认,严禁仅把“目视、鼻嗅、耳听、手摸”等作为最终安全条件确认的手段。确认方式包括但不限于:①泄压结束的确认:如观察现场压力表的指针升降过程或者DCS上压力变化曲线、通过两套或以上不同形式的压力监测系统比对确认、根据物料危险特性微开导淋或放空阀确认等。(吸取鄂尔多斯9.7事故教训) ②有效隔离的确认:盲板是否按要求加装、放空导淋是否全部打开、连接管线是否已经断开等。(吸取作业环节由于能量未隔离或隔离方式错误引发的相关事故教训) ③断电的确认:断电后开关柜上锁挂牌、现场进行点试、使用仪表进行带电检测、将断路器(抽屉)拉至检修位(试验位)、拉开隔离开关、摘除保险等。(吸取相关由于电气系统未彻底断电,未上锁挂签引发的伤人事故教训) ④进入受限空间前的确认:使用符合相关标准的检测仪器进行有代表性、全面性气体检测,有条件的可以使用便携式检测仪和实验室取样分析比对确认。(吸取相关受限空间作业的事故教训)4.3 全面辨识分析风险稳妥处置344.4 有效防止能量意外释放该原则主要为了防止在现场处置过程中由于隔离不当、随意开展带压堵漏作业等原因引发恶性事故。 4.4.1条对于处置作业过程中涉及管线、设备打开的泄压、吹扫以及隔离要求进行了严格规定,特别强调严禁以水封或关闭阀门代替加装盲板。吸取作业环节由于能量未隔离或隔离方式错误引发的相关事故教训354.4 有效防止能量意外释放4.4.2条规定了在处置过程中非必要不得进行带压密封和带压开孔作业,确需作业的应满足相关条件并制定专项作业方案。 4.4.3规定了以下几种情形严禁进行带压作业: ①严禁在毒性程度为极度危害介质的设备、管线上进行带压作业; ②严禁在未进行测厚、无法有效阻止材料裂纹继续扩展、结构和材料的刚度及强度不满足安全要求、保障措施未有效落实等情况下进行带压作业。吸取盘锦浩业1·15 爆炸事故教训364.5.1异常工况处置应综合考虑装置内外部公用工程稳定、上下游物料平衡的影响,严禁多头指挥、无序处置。4.5 全局考虑统一指挥本条主要规定在异常工况处置时一定要考虑可能对于全厂的公用工程系统、上下游装置和设施稳定、物料平衡等影响,防止引发次生事故。 相关案例可参考: 2011年中石油某石化8·29柴油储罐爆炸事故(上游柴油加氢装置工况波动,导致柴油氢含量超标引发储罐闪爆。)374.5.2应明确专人在控制室通过盯守DCS等方式,及时查看异常工况处置时涉及的上下游装置及现场安全风险管控情况。4.5 全局考虑统一指挥本条主要为了防止在异常工况处置时,只关注现场局部情况,而忽视通过内操盯守DCS和视频监控关注上下游装置的运行情况,以及现场的安全状况。384.5.3异常工况处置完毕后,应及时分析导致异常工况的原因,从管理、技术方面进行改进提升,完善操作规程、应急预案等资料,定期组织相关人员培训演练,提高异常工况处置能力。 4.5.4异常工况符合启动应急预案的,按预案的响应程序和处置措施应对。4.5 全局考虑统一指挥上述两条的规定均是考虑异常工况处置与其他管理要素之间的关系。一方面异常工况处置完毕后,可将异常工况视同为事故/事件管理,应分析导致异常工况的原因,同时改进相关的管理程序,避免类似的异常工况再次发生;另一方面,如果异常工况达到了应急响应的条件,应该按应急程序进行处置。精细化工企业典型异常工况安全处置要点总结精细化工行业的典型事故的教训,基于各类生产工艺的特点和风险特性,总结7条精细化工企业典型的异常工况安全处置要点,用于指导精细化工企业异常工况处置方案的制定以及实际处置过程中的参考。氢化反应氧含量超标格式反应加入引发剂后未反应精馏、蒸馏工序未出料反应釜异常工况处理完成后的带料开车要求剧毒、高毒尾气排放系统故障反应釜压力、温度等异常精细化工企业典型异常工况安全处置要点1.反应釜故障停车后应关闭进料阀,停止加热,属于放热反应的应立即启动冷却系统。如冷却系统或搅拌故障时,应将物料分散转移至其他正常运行的反应釜中。 2.根据温度或压力急剧升高、物料突沸或冲料等现象判断为反应失控的,应先按前款进行处置;仍无法控制需要泄放的,物料应泄放至预先加入淬灭剂的泄放设施,严禁违规就地排放。考虑的风险场景: 1)反应釜停车后,若未停止进料,部分物料过量可能会发生次生反应或者导致尾气中有害物质量增加从而引发恶性事故。 2)冷却系统和搅拌系统故障时,可能导致反应热无法及时撤出,而引发恶性事故。 3)可能反应的物料若在反应釜内长期储存,可能发生反应从而导致恶性事故41精细化工企业典型异常工况安全处置要点相关案例可参考: ①2007年11月28日,浙江菱化实业股份有限公司的二级脱酸甩盘釜燃爆事故。(甲醇进料中断后,未停止三氯化磷进料) ②2017年7月2日,江西九江之江化工公司高压反应釜爆炸。(搅拌故障、冷却故障,反应失控) ③2021年2月26日湖北仙隆化工股份有限公司爆炸事故。(搅拌故障停止后,未冷却)42精细化工企业典型异常工况安全处置要点3.氢化反应装置氧含量异常升高时,应立即停止供氢。考虑的风险场景: 氢化反应氧含量过高时,轻微过量可能导致反应温度升高,严重时飞温;若氧浓度过高时可能达到爆炸极限,而引发系统爆炸。43精细化工企业典型异常工况安全处置要点4.格氏试剂制备在投入引发剂后未引发的,应立即排查原因,严禁直接加热或继续添加引发剂,将物料放至淬灭釜滴加淬灭剂进行淬灭,压力与温度稳定后再进行后处理。考虑的风险场景: 格式试剂制备在投入引发剂未引发反应时,若不查明原因直接加热和继续添加引发剂,可能会因引发剂的过量直接导致反应失控,从而引发恶性事故。44相关案例可参考: 1)2014年1月6日南通海门贝斯特精细化工有限公司爆炸事故。 事故原因: 事故发生是车间主任、 当班班长、员工未能准确判断反应引发,滴加过程发现温度下降、未立即停止加料而待降温至低于工艺规程要求10℃左右时用蒸汽升温,而是仍继续滴加反应物料,使得在未能有效引发的情况下未反应物料大量积聚,最终失控而发生爆炸及大火。精细化工企业典型异常工况安全处置要点45精细化工企业典型异常工况安全处置要点5.反应釜带料开车前应进行风险评估,制定反应控制作业方案和应急处置措施。对于有反应失控风险的,应退料后再开车。考虑的风险场景: 异常工况处置完成后,若反应釜带料开车,可能因物料集聚、反应物料比例难以控制、催化剂残存等因素,导致反应失控的风险大大提升。 相关案例可参考: 2024年5月3日,四川省自贡市富顺经济技术开发区某精细化工企业五氟碘乙烷合成反应釜爆炸事故。46精细化工企业典型异常工况安全处置要点6.蒸馏、精馏等工序不出料时应分析原因,严禁继续加热、干蒸。相关案例可参考 ①2011年5月28日山东淄博宝源化工有限公司爆炸事故,硝基甲烷精馏工段精馏时未加入低沸物,长时间加热导致固体分解爆炸。 ②2017年1月3日浙江临海市华邦医药化工公司爆炸事故,加热蒸馏未见馏出物,违规打开加热旁路,导致乳清酸分解爆炸。47精细化工企业典型异常工况安全处置要点7.涉及氯气、氟化氢、氨气等剧毒、高毒气体的尾气抽排系统出现故障时,应能及时联锁启动或立即远程启动备用系统。考虑的风险场景: 尾气抽排系统故障时,可能导致有毒有害气体逸散,从而发生人员中毒事故。 相关案例可参考: ①2021年2月27日,吉林化纤长丝八车间中毒事故,5人死亡。 ②2012年2月16日,甘肃白银乐富化工硫化氢中毒事故,3人死亡。48谢 谢



-
最新《危险化学品目录(2022调整版)》pdf 2024-06-05
-
GB 55023-2022施工脚手架通用规范pdf 2024-06-05
-
GB 50160-2008 《石油化工企业设计防火标准》(2018年版)pdf 2024-06-05
-
GB 50251-2015 输气管道工程设计规范pdf 2024-06-05
-
GB 50016-2014(2018年版) 建筑设计防火规范(高清版)pdf 2024-06-05
-
化工(危险化学品)企业五懂五会五能应知应会手册pdf 2024-06-05
-
安全吹哨人管理制度docx 2024-06-05
-
企业安全生产标准化基本规范 GB_T 33000-2016pdf 2024-06-05
-
GB 9448-1999 焊接与切割安全doc 2024-06-05
-
GB-T 6441-1986 企业职工伤亡事故分类pdf 2024-06-05